



圓柱齒輪減速機檢修介紹
2026-01-19減速機大修項目主要包括齒輪修理、箱體清理、軸承更換、潤滑油更換等,已歷經兩個大修周期,積累了豐富的工作經驗,現對減速機的檢修工藝要求及質量標準做詳細闡述。
一、圓柱齒輪減速機檢修
1.設備檢修前準備
要圓滿完成一項大型檢修工作,必須做好”七分準備,三分干”,工前準備工作事關重要,主要包括檢修指導文件準備、備件及工器具準備、現場檢查準備、工前交底等。
檢修指導文件準備。檢修指導文件是指完成檢修工作的步驟、工藝要求及驗收質量標準,檢修現場必須嚴格執行該文件,并履行相關驗收手續。主要包括檢修文件包、檢修工藝卡、消缺工藝卡等。這些文件必須開工前完成編制、審批,并組織參加檢修人員學習討論。
備件及工器具準備。開工前,對檢修中用到的材料、備件進行一次全面的檢查、核對,保證完好可用;對使用的檢修工器具進行全面外觀檢查和實驗,電纜盤、電動工器具、起重工器具均在檢驗周期內,且外觀檢查合格。檢驗合格后,將其全部運至檢修現場指定位置。
現場檢查準備。檢修現場執行定置管理,開工前,完成檢修現場的布置,檢查安全措施必須全部落實,工作票已經辦理完成,具備開工條件。工前交底。工作負責人向工作班人員交代安全注意事項、檢修質量要求、工作進度,進入工作現場檢修工作開始。
2.減速機解體
(1)拆卸各部位防護罩,電機、制動器拆解線,注意拆解線時做好記號,作為回裝時參考依據。
(2)拆卸減速機高速軸聯軸器柱銷,解開低速軸齒形聯軸器,并將兩半聯軸器向兩側移開。拆卸減速機高、低速軸聯軸器前,必須用扁鏟或樣沖做好相對位置記號,作為聯軸器回裝相對位置的依據。
(3)拆卸電機地腳螺栓,并吊下電機。拆卸電機地腳螺栓時,記錄好原始地腳墊片厚度及位置,作為找正時的依據。松開制動器地腳螺栓,拆下制動器調整絲杠,解體制動器,將制動器拆下。拆下減速機逆止器,放在指定位置,避免磕碰。
(4)將減速機上、下結合面做好相對位置記號,拆卸減速機上下蓋結合面緊固螺栓,更換損壞的螺栓,拆卸定位銷。檢查螺栓有無殘缺、損裂,將螺帽旋到螺桿上妥善保存。
(5)將各軸承端蓋打好裝配標記,拆卸軸承端蓋緊固螺栓,取下端蓋,用外徑千分尺測量軸承端蓋石棉墊片的厚度及個數,做好原始記錄。初步檢查軸承端蓋,直口端面無磨損,無裂紋。
(6)將上蓋頂起前應先檢查,有無漏拆的螺絲和其它異常現象(用頂絲將上蓋頂起,將其吊至準備好的墊板上,吊車操作持證上崗)。特別注意:請將齒輪原始嚙合位置做好記號,回裝時按照原次序嚙合。
3.軸承、軸及齒輪檢查及數據測量
(1)取下各軸承外圈(做好標記),將減速機高速軸、中速軸、低速軸吊出,放置檢修區域。減速機齒輪及軸初步檢查,無裂紋、斷齒及掉塊現象,齒輪在軸上無松動現象。
(2)優先安排檢查減速機軸頭骨架油封結合處,軸面的磨損情況,以便及時刷鍍處理。軸面磨損均勻,磨損溝痕應小于0.3mm,否則進行處理。優先安排檢查減速機箱體軸承孔軸承外套轉動磨損的痕跡,記錄軸承擋圈及端蓋的磨損情況,以便針對性測量。
(3)清出減速機內機械油,存入專用油筒,用煤油清洗箱體、初步檢查減速機箱體內部(及時清理地面油跡,避免人員滑倒)。結合減速機箱體外部滲漏情況,做好標記重點檢查對應箱體內部的點,無裂紋或異常現象。將減速機上下箱結合面密封膠清理干凈,檢查密封面。
(4)拆卸聯軸器擋圈,用專用拉子配合千斤頂將減速機高、低速軸聯軸器拔下,用煤油清洗低速軸齒形聯軸器,檢查齒的磨損情況。(拆卸時將千斤頂和拉子用鋼絲繩吊好,清理現場油品,加熱時戴好防護用品,避免燙傷)齒形聯軸器無變形、裂紋、斷齒。齒輪無變形,磨損量不超過原厚度的25% 。
(5)檢查軸承內圈、外圈、滾動體及保持架的磨損情況,做好記錄,然后拆卸軸承(用割把氣割時,工作人員戴好防護用品,并清理現場油品)。記錄軸承磨損情況,作為制定檢修周期的參考依據。
(6)拆下軸承后,優先測量軸承內圈與軸頭的配合尺寸,不符合要求可以提前安排軸頭刷鍍處理,不影響總體進度。軸承內圈與軸為緊力配合(可以查手冊),軸徑磨損必須迅速安排軸頭刷鍍處理。
(7)舊軸承拆下后全部更換新軸承。更換時采用熱裝,預先用油加熱。可先把軸承放在100—120℃的熱油中,預熱15-20分鐘后,軸承膨脹后安裝,然后用包布包好。(安裝時,工作人員戴好防護手套)軸承加熱時應懸空放置,不準接觸桶底。
(8)不裝機芯,將減速機上蓋起吊就位,穿好定位銷,緊固箱體結合面螺栓,用內徑百分表測量減速機箱體軸承孔的內徑尺寸,并做好記錄,作為軸承外圈與孔配合調整的依據,根據測算數據計算出箱體軸承孔的磨損量,計算出加裝銅皮 的厚度。軸承外圈與減速機箱體軸承孔為過渡配合,一般減速機結合面密封膠厚度為0.07、0.08mm,結合面緊固后用0.03mm塞尺不得塞入。
(9)拆下減速機上蓋,保管好緊固螺栓。
4.清理檢查箱體
(1)齒輪箱檢查。對上、下機殼,先內后外全部清洗。注意死角和油槽,勿留油垢。齒輪箱完整,不得有較大變形,不得有裂紋,通氣孔、回油油道暢通,結合面平滑,油標尺完好。
(2)清洗機箱,用面團滾粘減速機箱體內壁。清理機殼內壁時,發現油漆剝落起皮,要打磨干凈。密封面光潔,無裂紋、損傷、劃痕等缺陷。
5.軸及齒輪、端蓋的檢查及修理
(1)檢查高、低速軸與聯軸器配合尺寸。鍵底不準加墊,鍵兩側與鍵槽為一0.01、0.03mm的過盈配合。聯軸器內孔與軸為一0.02—0.05mm的緊力配合,緊力達不到標準,應及時對聯軸器進行處理,聯軸器內孔應光滑,無毛刺。
(2)測量軸的彎曲度。用兩塊百分表分別打在齒輪軸兩端,手動盤軸3600,分別記錄百分表讀數進行比對。(注:當減速機受到較大沖擊時,如斷齒、齒頂齒,將軸送修配用車床測量彎曲度;周期性大修時,待齒輪就位軸承間隙調整后,進行彎曲度的測量,作為下次檢修的參考。)軸應光滑完好,無裂紋及損傷現象,軸徑的彎曲度一般應小于0.03mm。
(3)齒輪的檢查,用銅棒敲擊法檢查齒輪在軸上的緊固情況。齒輪無裂紋、掉塊、麻坑現象,齒厚磨損不準超過原齒厚的25%,齒輪平衡重塊不得有松動和脫落現象,齒輪在軸上無松動,齒輪端面有擠壓變形時,應將變形伸出的毛刺打磨平整。
(4)軸承端蓋水平度測量。在端蓋直口上擺放一個游標卡尺,用深度尺測量端蓋直VI高度,如果直口高度偏差在0.03mm以內,說明未發生變形,可以繼續使用,否則需要用車床找平。這直接關系到回裝時,軸承間隙調整精準度,必須測量準確。
(5)油封(骨架油封及0型密封圈)全部更換。對油封已經硬化、歪斜、磨損、變形嚴重的應更換,新更換的油封應用油浸透,骨架油封處軸頭涂抹黃油,減小摩擦受力,避免運行時,與該處軸頭摩擦、發熱,造成油封失效。
6.減速機的組裝
(1)組裝前應將各部件清理干凈 將減速機高、低速聯軸器側軸承端蓋安裝軸上,采用加熱方將減速機高、低速軸聯軸器回裝(聯軸器加熱后回裝時,工作人員戴好防護用品,避免燙傷)。加熱前再次確認聯軸器配合尺寸符合圖紙要求,聯軸器必須熱裝到位。(低速軸聯軸器加熱時不準加熱連接齒輪)
(2)將減速機高、中、低速軸吊裝就位,就位時不得碰傷軸承、齒輪、軸承端蓋。(統一指揮,重物下禁止站人,吊車操作持證上崗。)特別注意:按照解體時原始嚙合次序回裝。
(3)軸承間隙調整。軸承軸向間隙調整是減速機檢修的重要環節,間隙調整失控,將造成軸承損壞抱死,因此該檢修步驟必須精細、準確。
首先,初步確定調整墊厚度。按標記將軸承端蓋就位,按原軸承端蓋墊片厚度加裝墊片,緊固各端蓋下側3條螺栓。分別在減速機高、中、低速軸下箱密封面處架百分表座,百分表打在齒輪側面,在百分表對面用撬棍往復軸向撬動各軸,測量減速機高、中、低速軸軸向竄動,確定減速機各軸承軸向間隙,軸承間隙過小或過大時,調整端蓋墊片厚度,直至軸承間隙符合要求為止。(軸向間隙標準參照表一)
然后,再次驗證調整墊厚度。將軸承端蓋調整墊安裝后,在端蓋直口平面上,均布四點放置鉛絲,回裝端蓋,均勻緊固各端蓋下側3條螺栓,然后拆下端蓋,測量鉛絲厚度,得出軸承軸向間隙,與標準值核對,通過增減端蓋調整墊厚度,直到軸承軸向間隙符合標準值為止。
最終,確定軸承端蓋調整墊厚度(減速機扣蓋后測量)。減速機扣蓋后,按照確定的調整墊厚度,回裝端蓋,在端蓋直口平面上,均布四點放置鉛絲,均勻緊固端蓋螺栓,然后拆下端蓋,測量鉛絲厚度,最終驗證軸承軸向間隙,并進行最后調整。
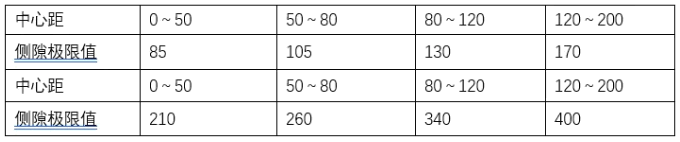
(4)將高速軸、中速軸小齒各選2個齒,涂抹紅丹粉,緩慢盤動齒輪軸,檢查齒面嚙合情況,測量齒輪齒頂、齒側嚙合間隙,做為下次檢修的依據。確保齒輪嚙合位置為原位置齒高不小于45%,齒寬不小于60%。減速機齒輪嚙合頂隙為(0.25—0.30)×m(模數),齒輪嚙合側隙可以根據齒輪中心距查出,齒輪側隙、頂隙測量后做好記錄,便于跟蹤齒輪磨損情況。
表一圓錐滾子軸承軸向游隙
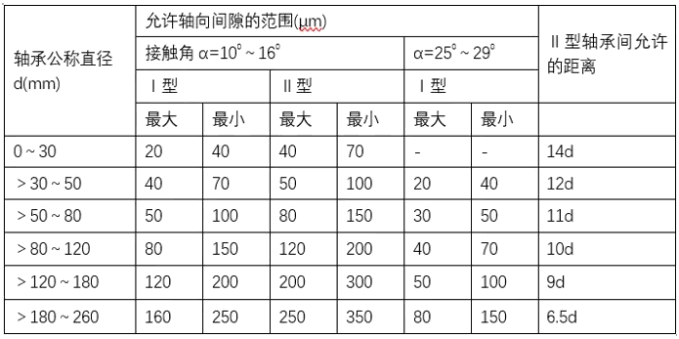
備注:I型:為兩盤背靠背緊貼軸承,一般安裝在軸承室內;Ⅱ型:為安裝在齒輪兩側兩盤對裝的軸承。
表二齒輪嚙合最小側隙極限 單位:μm
(5)松開軸承端蓋螺栓,將端蓋上側向外傾斜,防止軸承外圈脫落。
(6)扣大蓋前,確認減速機箱體內清理干凈,在減速機箱體結合面上呈線狀倒上密封 膠,涂抹均勻,立即把清理干凈的箱蓋蓋好,裝上定位銷,校正好上蓋位置,然后對稱的且力量均勻的將全部螺栓緊固。(統一指揮,重物下禁止站人,吊車操作持證上崗。)
(7)用壓鉛絲的方法校合軸承軸向間隙,確定調整墊片厚度(如2.6-3最后一段所述)。將軸承端蓋涂抹密封膠,涂抹均勻,螺栓均勻緊固,盤動減速機靈活。
(8)減速機加油。(及時清理地面油跡)機械油牌號選用#68機械油,油位沒過高速級大齒輪15ram為宜。減速機回裝完畢。手動盤車靈活,減速機殼體應清潔無油垢,結合面軸承密封處不得滲油。
7.聯軸器中心校核
(1)減速機組裝完畢后,用百分表測量低速軸齒形聯軸器的位置偏差。如果偏差不符合要求,必須拆卸減速機地腳螺栓,進行減速機找正。齒輪箱找正時,地腳螺栓處不得超過三片,總厚不得超過2mm,兩個半聯軸器間隙,要符合5mm一10mm要求,軸向、徑向偏差不得大于0.1mm。
(2)電機就位,聯軸器找正。對稱的擰緊地腳螺栓,緊固后再次校驗聯軸器偏差,兩聯軸器之間留有3.5衄,軸向、徑向偏差不得大于0.10mm。
(3)高速軸聯軸器恢復,制動器恢復,高速軸聯軸器護罩恢復,減速機逆止器及護罩恢復。
二、圓柱齒輪減速機修后試運
減速機單機試運、帶皮帶空載試運、重載試運等三個階段。試運時齒輪運轉平穩,無沖擊和不均勻聲響,試運不小于30min,軸承無雜音。其軸承溫度在70℃以內,箱體無明顯振動。電機、減速機振動值均在0.10mm以內,結合面軸承密封處無滲油現象,減速機制動器運行聲音平穩,溫升不大于70K。
三、結束語
本文重點介紹了圓柱齒輪減速機的檢修步驟及質量標準,并重點闡明了軸承、齒輪間隙的測量調整方法及注意事項,經過多次實踐驗證,符合檢修工藝要求。只要各級技術人員各司其職,深入做細致的工作,檢修質量可達到全優。
(來源:網絡)